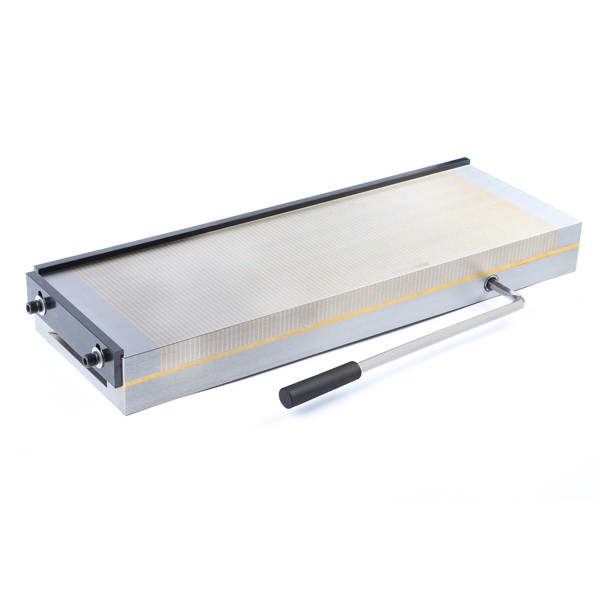
Chuck Magnetic Pole Fine bo Surface Srinder
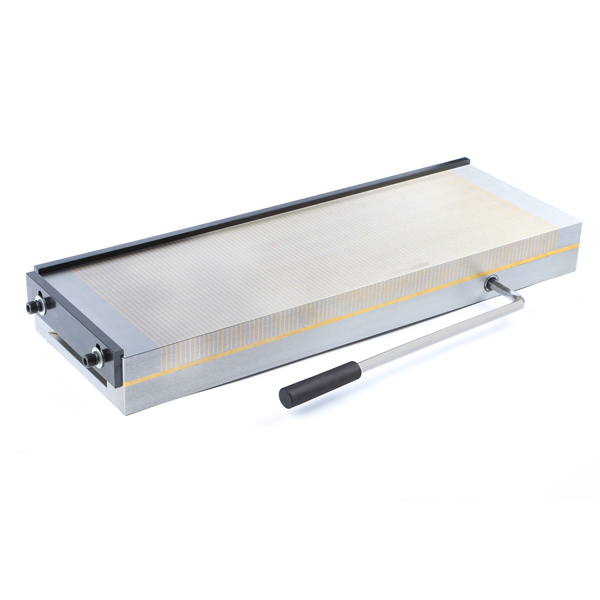
Tool Bees qalîteya bilind peyda dikeçoka magnetîkîEw li gorî standardên herî bilind têne çêkirin û di pir mezinahiyên gelemperî de ji stokê têne peyda kirin, çîpên magnetîkî amûrên nûjen in ku li şûna cîgir, kelepçeyên mekanîkî û pêvekan digirin, ku xebata we di dema makînekirina materyalên ferromagnetîk de bileztir dikin.
Çokên magnetîkî bi girêdan û venekirina hêmanên makînekirî dikarin gelek dem teserûf bikin, di heman demê de perçeyê xebatê ji 5 aliyan ve bêyî ku zirarê bide hilberê bigihîje. Armanca karanîna çîpên magnetîkî ji bo girtina xebatê di nav dezgehên hilberînê de li çaraliyê cîhanê populer bûye.
Parçeyên kar ên ji bo makînekirinê bi kevneşopî li cîhê xwe bi karanîna xêz an pêlavan têne girtin, lê belkî, avêtin, an çêjkirin jî dikare bi têra xwe bigire ku destûrê bide rijandin, zivirandin, kolandin, an rijandin.Çokên magnetîkî bi gelemperî di sepanên hûrkirina rûvî de têne bikar anîn, lê naha di firotgehên makîneyên gelemperî de jî têne bikar anîn.
| Fermana No. | Ebat | Magnetic | Spacing | Giranî (KG) | ||
| (MM) | Cebir | (Hesin+SIF) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 AN 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Feydeyên çuçikên magnetîkî
Feydeyên çuçikên magnetîkî ev in:
Kêmkirina sazkirinê.
Zêdekirina gihîştina gelek aliyên perçeyek xebatê.
Hêsankirina girtina kar.
Çokên magnetîkî bi hêsanî têne xebitandin
Awantajên me bi peydakirina çîpên magnîkî:
* Çûkên magnetîkî yên bi kalîteya bilind ên garantîkirî
* Kûçikên magnetîkî yên bi bihayê pêşbaziyê
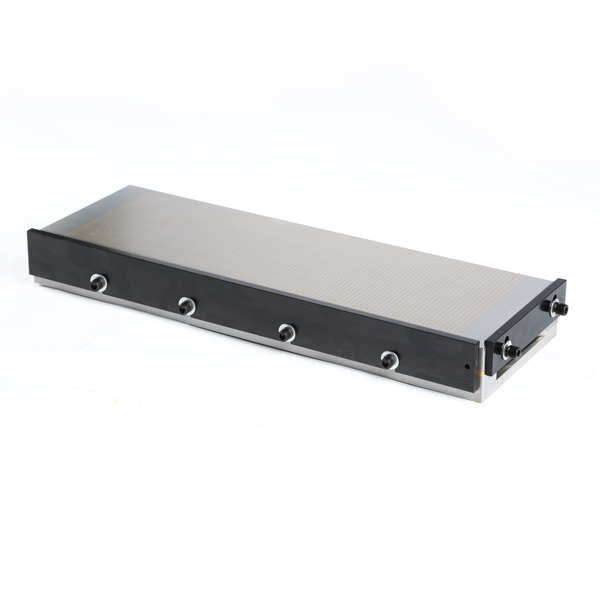
Rêbaza bikaranînê
1. Divê kûpên şûştinê berî bikar anînê werin paqij kirin da ku xêzînan bandorê li rastbûna xwe neke.
2. Parçeya xebatê bixin ser maseya şirkê, dûv re kulmê têxin qulika şaftê û 1800 ber bi ON ve bizivirînin, dûv re perçeya xebatê ji bo makînekirinê bimijin.
3. germahiya hawîrdorê li -400C–500C bikar bînin.Ji bo pêşîgirtina kêmkirina magnetîkî ne lêdan hewce ye.
4. Ger perçeya xebatê qediya, kulmê têxe qulika şaftê û wê 1800 carî li ser berevajiyê demjimêrê bizivirîne "OFF", wê hingê perçeya xebatê dikare were rakirin.
5. rûyê xebatê bi rûnê antirust biqedînin da ku pêşî li korozyonê bigirin.